
نحوه اجرای عملیات هات تپ – بخش دوم
در بخش اول توضیحاتی از ابتدا تا راه اندازی دستگاه هات تپ در پنج قسمت ارائه شد که شما می توانید نحوه اجرای عملیات هات تپ – بخش اول را مطالعه و ادامه مراحل بخش پنجم را از این پست ببینید همچنین جهت کسب اطلاعات در خصوص کلیت عملیات هات تپ می توانید پست تئوری اجرا و استاندارد عملیات هات تپ را بخوانید.
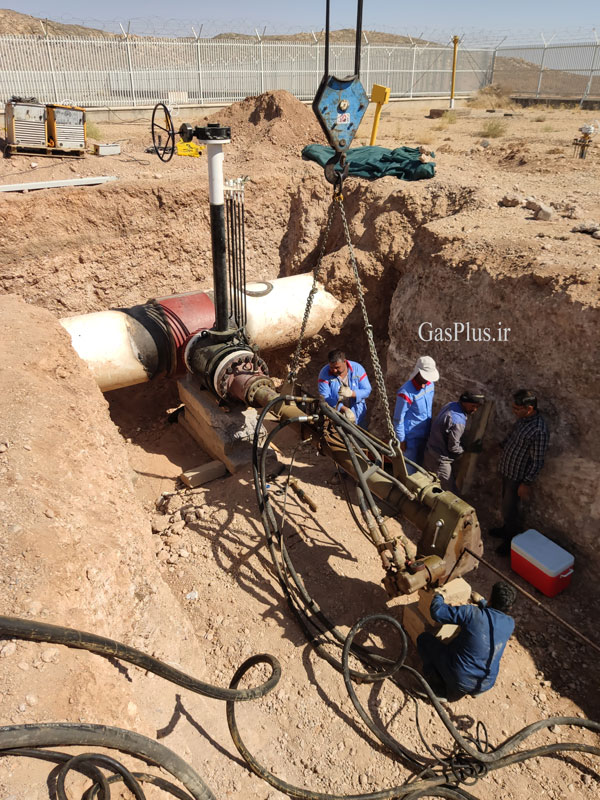

۶- راه اندازی و شروع عملیات هات تپ
بعد از تنظیمات دستگاه و تراز شدن آن، دستگاه را راه اندازی کرده و شروع به انجام عملیات می کنیم. از مهمترین موضوعی که باید به آن توجه کرد، تراز بودن دستگاه است زیرا در غیر این صورت ممکن است باعث بریدن بخش زیرین اسپلیت تی شود و همچنین مشکلاتی در عبور از بور شیر انشعاب ایجاد گردد.
۱-۶- شروع برش بدنه لوله
وقتی نشان روی شاخص مشخص کرد که مته به بدنه لوله رسیده است برای اطمینان از درگیری مته با بدنه لوله، به صورت دستی شفت دستگاه را میچرخانیم تا برخورد مته با بدنه لوله تایید شود و سپس ادامه می دهیم.



۲-۶- سوراخ شدن بدنه لوله
وقتی لوله سوراخ شد که فهمیدن این موضوع از طریق نشانه گذاری روی شاخص امکان پذیر است، باید ولو روی آداپتر را باز کنیم تا مقداری گاز خارج شود و محفظه آداپتر پر از گاز شود و از احتمال جرقه و انفجار جلوگیری شود.
۷- کات شدن بدنه لوله و مراحل پایانی کار
بعد از کات شدن بدنه لوله، سفت را به عقب برگردانده و شیر انشعاب را می بندیم سپس فلنج کور شیر را می بندیم.

۱-۷- خالی کردن درین شیر انشعاب و بستن شیر
قبل از بستن شیر ابتدا درین شیر را خالی می کنیم در غیر این صورت شیر به سختی بسته می شود و یا اگر بسته شود نیز نشتی خواهد داشت. بعد از بستن شیر باید شیر روی آداپتر دستگاه هات تپ باز کرد و در صورتیکه گاز قطع نشد باید دنبال بخش نشتی گشت و بعد از برطرف کردن نشتی نسبت به باز کردن دستگاه هات تپ و بستن فلنج کور اقدام شود.


۸- نکات مهم در اجرای عملیات هات تپ
در زیر نکات مهمی که باید در اجرای عملیات هات تپ در نظر گرفت به شرح ذیل می باشد:
- محل انشعاب گیری (هات تپ) بر روی لوله خم خورده ممنوع می باشد.
- بر اساس استاندارد API، محل انشعاب گیری باید دارای فاصله مناسب حداقل ۳ اینچ از سرجوش های محیطی و طولی باشد.
- حداقل ضخامت واقعی لوله ( شاید لوله اصلی دارای ضخامت بیشتر باشد ولی در محل هات تپ باید ضخامت واقعی در زمان انشعاب گیری مشخص گردد و ملاک عمل قرار گیرد) در محل انشعاب گیری ۰.۱۸۸ اینچ (۴.۸ میلیمتر) می باشد.
- بر اساس استاندارد API، محل انشعاب گیری باید دارای فاصله مناسب از انشعاب های مجاور ( حداقل ۱۸ اینچ ) باشد.
- شیر انشعاب باید از نوع بال ولو (Full Bore & Fully Welded ) باشد.
- جهت تست نیوماتیک مجموعه اسپلیت تی و شیر انشعاب، باید از گاز خنشی ( ترجیحا نیتروژن ) و به صورت خالص ( بدون اکسیژن ) استفاده گردد.
- بر اساس استاندارد API،در صورتیکه متریال لوله داراری کربن بالا و یا استحکام بالا باشد بنابراین پیش گرمایش جهت جلوگیری از ترک مورد نیاز است.
- بر اساس استاندارد API، انجام عملیات هات تپ در دمای پایین تر از منفی ۴۵ درجه سانتیگراد ممنوع است حتی اگر از تمهیدات لازم جهت جلوگیری از اثر سرما استفاده شود نیز ممنوع است.
- بر اساس استاندارد API، اجرای عملیات هات تپ و جوشکاری در دمای بین صفر درجه شانتیگراد تا ۱۰ درجه سانتیگراد نیازمند استفاده از تمهیدات ویژه و همچنین الکترود های خاص می باشد.
- بر اساس استاندارد API، عملیات حرارتی بعد از جوشکاری یا تنش زدایی (PWHT) برای لوله های در سرویس مجاز نیست.
- بر اساس استاندارد API، برای کاهش عیوب ترک در عملیات هات تپ از الکترود های کم هیدروژن بعنون مثال E-8018-G استفاده می شود.


۲ دیدگاه. دیدگاه تازه ای بنویسید
با سلام درود شرکت ما در طی این ماه یک مورد هاتپ به سایز “۶*”۴۰ میخواد انجام بده برای این سایز لوله سدل استفاده میشه یا از اسپلیت تی ما زمانهای قبل برای سایز پایین ا ز سدل استفاده می شدکه بعدکردنش ولدولت وضمنآ می تونم بعد از عملیات هاتپ عکس واطلاعات را بزارم برای اشتراک ممنون
سلام و درود
باید از سدل استفاده بشه چون در این سایز نیاز به یک رینفورسمنت پد هست..
خوشحال خواهیم شد اگر عکس و فیلم های آموزشی برامون ارسال کنید تا با همه به اشتراک بگذاریم