متغیر های اساسی تست جوشکار بر اساس استاندارد API 1104
زمانیکه تست جوشکار انجام شده است و ناگهان در مسیر اجرای پروژه تغییراتی صورت می گیرد، در اینجا سوالی برایتان پیش می اید که آیا جوشکار با همین تست فرمی (WQT) که دارد می تواند ادامه دهد یا ن؟ و اینکه در چه صورتی جوشکار بایستی دوباره تست دهد؟ پاسخ به این سوالات بایستی از متغیر های اساسی تست جوشکار بر اساس استاندارد API 1104 استفاده کرد.
متغیرهای اساسی چیست؟
در واقع متغییر هایی هستند که در صورتی که در پروژه و روند جوشکاری فلزی، در هر یک از این متغییرها، تغییری صورت گیرد بایستی جوشکار دوباره تست دهد. به همین دلیل اطلاع از این متغییر ها و چک آن در طول پروژه از اهمیت بسزایی برخوردار است. بایستی اشاره کنم چون در صنایع نفت و گاز و بخصوص خط لوله از استاندارد API 1104 جهت تعیین روش جوشکاری و ارزیابی کیفیت جوش استفاده می شود پس ما در این نوشته در خصوص متغییر های API 1104 صحبت می کنیم.
متغیر های اساسی تست جوشکار (WQT)
متغییرای اساسی به شرح زیر می باشند:
۱- تغییر روش جوشکاری
change from one welding process to another welding process or combination of processes, as follows:
۱) a change from one welding process to a different welding process; or
۲) a change in the combination of welding processes, unless the welder has qualified on separate
qualification tests, using each of the welding processes that are to be used for the combination of welding processes.
۲- تغییر در راستای جوشکاری
A change in the direction of welding from vertical up to vertical down or vice versa, or a change from vertical progression to horizontal progression or vice versa. The specified direction of vertical progression is not
intended to prevent welders from welding across the 12 o’clock or 6 o’clock of a horizontal pipe to avoid stacking starts and stops. A welder who has successfully completed the qualification test with the pipe fixed
and axis inclined 45° from horizontal shall be qualified to also weld in horizontal position.
۳- تغییر در فلز پر کننده
A change of filler metal, as follows:
۱) a change of filler metal grouping in Table 4 ; or
۲) a change of filler metal classification not listed in Table 4 to any other filler metal classification or vice versa.
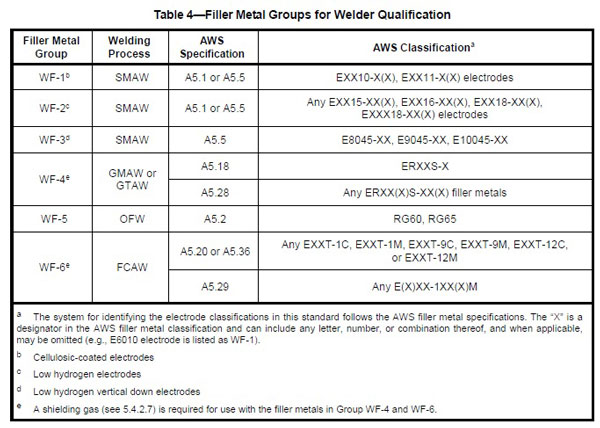
گروه فلزات پرکننده جهت تست جوشکار بر اساس استاندارد API 1004
۴- تغییر در گروه قطر لوله
A change from one specified OD group to another; however, for branch connection welds, the run pipe diameter is not an essential variable. These groups are defined as follows:
۱) specified OD less than 2.375 in. (60.3 mm);
۲) specified OD from 2.375 in. (60.3 mm) through 12.750 in. (323.9 mm);
۳) specified OD greater than 12.750 in. (323.9 mm).
۵- تغییر در گروه ضخامت
A change from one specified wall thickness group to another; however, for branch connection welds and lap fillet welds, the run pipe thickness is not an essential variable. These groups are defined in Table 5.
۶- تغییر در پوزیشن جوش لوله
A change from rolled to fixed position. A welder who qualifies in the fixed position shall also be qualified to perform rolled welds within the essential variables qualified.
۷- تغییر در جوشکاری
A change in welding position. A welder who successfully passes a butt weld qualification test in the fixed position with the axis inclined 45° from horizontal shall be qualified to do butt welds and lap fillet welds in all positions.
NOTE Refer to AWS A3.0, Figure B.16C for position definitions.
۸- تغییر در طرح اتصال
A change in the joint design [see Note d) of Table 1]. A welder who qualifies on a butt weld shall also be qualified to make fillet welds within the essential variables qualified.
۹- تغییر در پشت بند جوش
Elimination of a backing strip or weld metal.
۱۰- تغییر در پوزیشن های مختلف
Welders who qualify by welding a full penetration groove branch connection with fillet reinforcement with the axis of the header run pipe either horizontal or inclined from horizontal at an angle of not more than 45°
hall be qualified to make the same production weld in the following positions:
۱) all positions if the qualification test weld was made with the branch on the side of the pipe;
۲) top and bottom if the qualification test weld was made with the branch on the bottom of the run pipe;
۳) top, if the qualification test weld was made with the branch on the top of the run pipe.
NOTE The weld positions qualified by various branch orientations and branch-to-header size ratios are summarized in Table 6.
۱۱- تغییر در روش جوشکاری
A change in the passes welded with a single process when more than one process is used to complete the joint. However, the welder may make production welds using only the process or processes used for fill and
cap passes even if the test weld used a combination of processes. When the process used for fill passes in testing is used to make a complete production weld, the process shall have been used for three or more
passes in the testing. Processes used for less than three passes in testing shall not be used for more than two passes in a production weld. For short circuiting transfer mode of gas metal arc welding (GMAW-S), the
welder shall only use GMAW-S in production for the same passes that the welder used GMAW-S in qualification testing.