
اجرای پوشش پلی اتیلن سه لایه
عایق کاری لوله های فولادی مورد استفاده در پروژه های گازرسانی با پوشش پلی اتیلن 3 لایه بر اساس استاندارد IGS-C-TP-010(1) ویرایش سال 2016 انجام می گردد که در زیر خلاصه ای از مراحل اجرای پوشش پلی اتیلن سه لایه شرح داده می شود. قبل از مطالعه این متن می توانید به عنوان مقدمه پست پوشش پلی اتیلن سه لایه را مطالعه فرمایید.
1-کنترل های مقدماتی در پوشش پلی اتیلن سه لایه
قبل از شروع زنگ زدایی لازم است موارد زیر کنترل و بررسی گردد:
- لوله فاقد فرورفتگی و باقی مانده زنگ باشد
- سطح لوله عاری از هرگونه آلودگی و چربی باشد.
- رطوبت کمتر از 85 درصد باشد.
- دمای لوله قبل از زنگ زدایی 3 درجه بالای نقطه شبنم باشد.
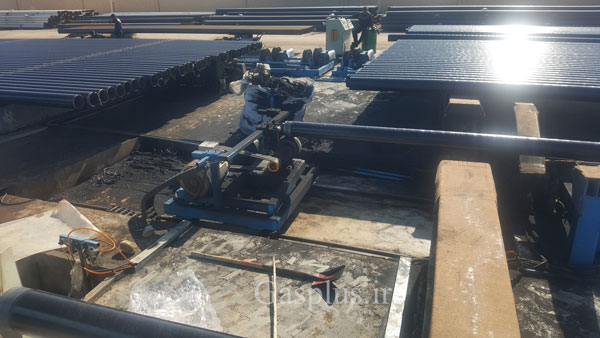
2-شات بلاست
در این مرحله ابتدا لوله با حرارت پیش گرم شده و سپس وارد دستگاه شات بلاست می گردد تا با استفاده از ساچمه و گریت سطحی از لوله که در معرض زنگ زدگی بوده برداشته شود و لذا لوله خروجی می بایست کاملا عاری از زنگ باشد. تصویر شماره [1]

پس از اتمام عملیات شات بلاست این موارد می بایست طبق استاندارد اندازه گیری و کنترل گردد:
- میزان زبری سطح لوله بین 40 تا 100 میکرون باشد. تصویر شماره [2]

- میزان گرد و غبار می بایست حداکثر class 2 باشد. تصویر شماره [3]
- میزان تمیزی سطح لوله طبق استاندارد می بایست SA 2 1/2 باشد. تصویر شماره [4]

- حداکثر میزان نمک می بایست 20 mg/m2 باشد. تصویر شماره [5]

3-عایقکاری توسط پوشش پلی اتیلن سه لایه
سطح لوله قبل از عایقکاری می بایست در محدوده 45 تا 60 درجه سانتیگراد حرارت دیده و سپس با پاشیدن محلول اسید فسفریک بر روی سطح لوله اسیدشویی گردد به گونه ای که PH سطح لوله پس از اسپری کردن اسید حداکثر یک باشد. تصویر شماره [6]

به فاصله 10 الی 30 ثانیه پس از آن، سطح لوله می بایست با آب تمیز شسته شده به گونه ای که PH سطح لوله به 6 برسد. تصویر شماره [7]

در ادامه لوله از یک کویل حرارتی عبور داده می شود تا دمای سطح لوله به اندازه ای که سازنده مواد مشخص نموده است برسد. سپس لوله حرارت دیده جهت اعمال سه لایه عایق ابتدا وارد محفظه بسته ای می شود که در آن پودر اپوکسی حرارت دیده و مایع شده بر روی سطح لوله اسپری می گردد. ضخامت این لایه می بایست بین 200 تا 300 میکرومتر باشد.
بلافاصله پس از آن لایه های دوم و سوم شامل چسب و پلی اتیلن که هر کدام جداگانه ذوب گردیده اند بر روی لوله اکسترود گردیده و روی هم قرار می گیرند. ضخامت چسب می بایست بین 150 تا 250 میکرومتر باشد. هم چنین مجموع ضخامت هر سه لایه طبق ردیف 3 از جدول 7 استاندارد IGS-C-TP-010(1) بر حسب قطر لوله متفاوت می باشد به طور مثال برای قطرهای کمتر از 10 اینچ می بایست حداقل 2 میلی متر باشد. تصویر شماره [8]

بلافاصله پس از اعمال هر 3 لایه لوله در زیر دوش آب قرار می گیرد و در انتهای این مراحل تمامی لوله ها با دستگاه هالیدی مورد آزمایش قرار می گیرند. تصویر شماره [9]

هم چنین ضخامت کلی عایق جهت مطابقت با استاندارد کنترل می گردد تصویر شماره [10]

پس از اتمام مراحل عایق کاری 10 سانتی متر از عایق دو سر لوله برداشته می شود. تصویر شماره [11]
لازم به ذکر است جهت اطمینان از مقدار مناسب متریال مورد استفاده و بدست آمدن ضخامت مورد نظر برای هر سه لایه، در ابتدای هر شیفت کاری یک شاخه لوله به صورتی که در شکل زیر مشخص است عایق می گردد: بدین صورت که یک سوم ابتدایی آن فقط پودر اپوکسی اسپری می گردد، سپس بر روی یک سوم میانی علاوه بر پودر اپوکسی،لایه چسب اکسترود می گردد و در نهایت بر روی یک سوم انتهایی هر سه لایه اعمال می گردد که پس از اتمام عایقکاری می توان میزان ضخامت هر لایه را با سنجش ضخامت در هر سه قسمت این لوله بررسی نمود. تصویر شماره [12]

ازجمله مهمترین تست هایی که می بایست پس از اتمام عملیات اجرای پوشش پلی اتیلن سه لایه انجام گردد تست چسبندگی (Peel strength) می باشد که این تست می بایست طبق Annex C از استاندارد ISO 21809-1 انجام گردیده و تایید یا عدم تایید تست بر اساس جدول 5 استاندارد IGS-C-TP-010(1) بررسی شود. تصویر شماره [13]




20 دیدگاه. دیدگاه تازه ای بنویسید
بسیار عالی مهندس مطالب کاملا مفید بود
سپاسگزارم
با سلام
بسیارخوب اقای مهندس ممنون
تشکر میکنم
سپاس. ضمن تشکر از زحمت شما .
خواهش می کنم
سلام
ممکنه بفرمایید مقاومت لکتریکی پوشش پلی اتیلن ۳ لایه چه مقدار است؟
درود معمولا در محدوده ۱۰^۱۰ تا ۱۰^۱۴ اهم متر می باشد
درود برسما کاش درمورودعایق دستی سرجوش هم مطلبی میزاشتین
درود مهندس در این مورد هم صحبت کردیم در نوشه های دیگه و باز هم تلاش میکنیم بیشتر صحبت کنیم
با سلام در خصوص عایق لوله های گاز پلی اتیلن و یا نفتی دوره یا کلاس آنلاین که مدرک داده بشه برگزار نمیکیند ؟
درود در حال حاضر همچین دوره ای نداریم
بسیار کاربردی
ممنون
درود..خواهش می کنم و سپاس از توجه شما
سپاس از مصور نمودن فرآیند
خواهشمندم از شما
بسیار عالی
سپاس
بسیار عالی
تشکر میکنم